Digital manufacturing describes the transition away from older manufacturing models towards a new, integrated approach incorporating IoT, automation, robotics, virtual reality, cloud computing and data analytics to improve productivity. Scotland is already investing in this sector with the Scottish Government’s Manufacturing Action Plan (MAP) outlining future plans.
IoT systems can monitor and automate many complex processes where networks of smart sensors, coupled with real-time analytics, can act as drivers of significant improvements in their processes, transforming profit margins and operational efficiencies.
This sector is innovating to generate profit and create competitive advantage. We are seeing new business models being implemented by companies creating new products or services, and the organisations using them, and their suppliers and customers on a global stage.
The Industrial Internet of Things (IIoT) describes IoT applied to demanding industrial environments including modern digital manufacturing where in even the simplest case of retrofitting networked vibration and temperature sensors, it can result in less operational downtime and greater profitability.
The principles of IoT and IIoT are the same – sensing and measuring to generate business critical information. In digital manufacturing, IIoT applications might include:
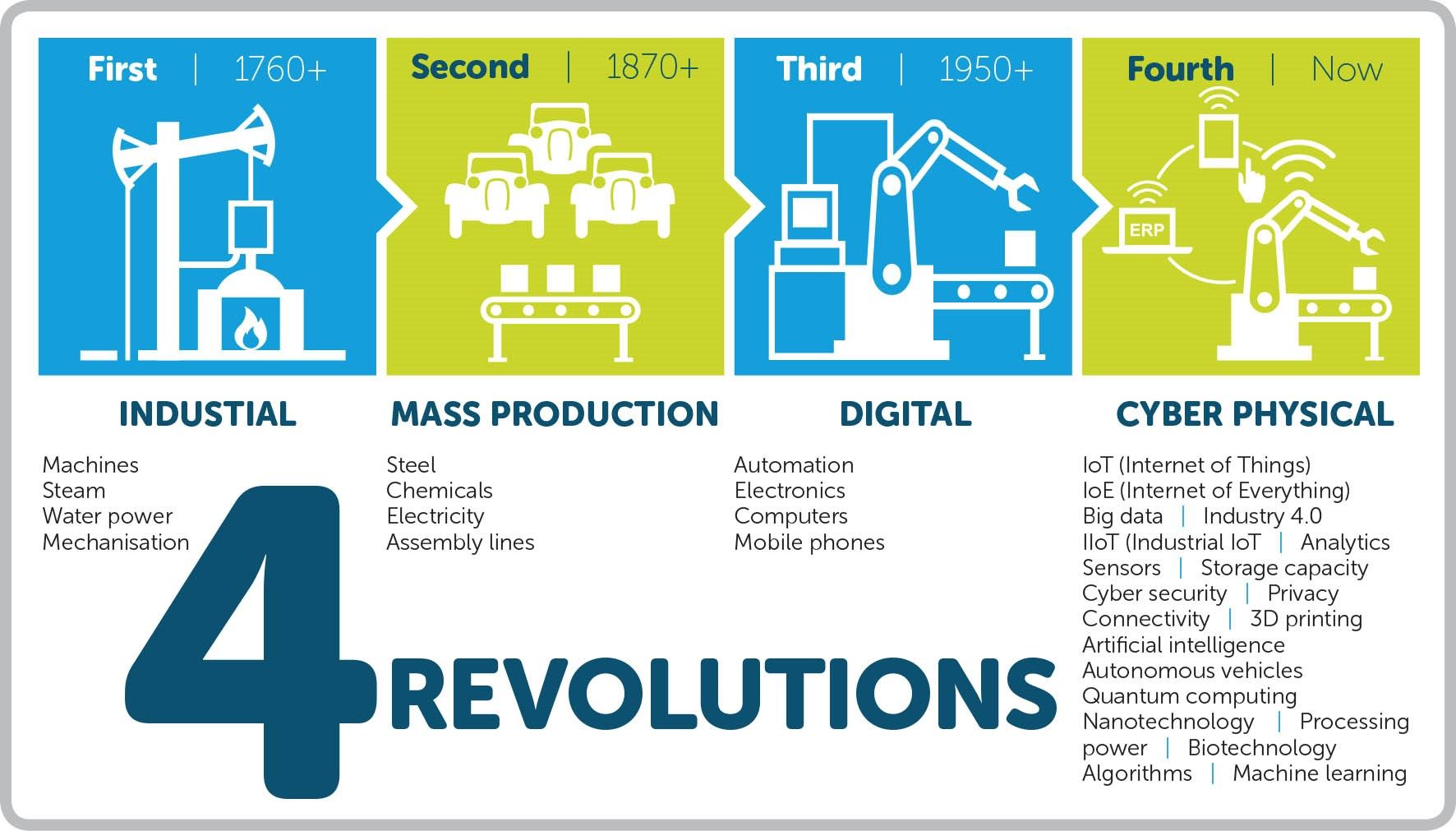
IIoT is an important part of Industry 4.0, and one of the different layers of new ‘cyber-physical’ technologies that – in addition to connected networks of software and information and communications technology – is helping to deliver the ‘fourth industrial revolution’.
A Cyber physical system (CPS) links the physical world (hardware, e.g., sensors) with the virtual/computational world (software, e.g., algorithms). A self-driving car is an example of a CPS – using sensors to sense its location and software to drive itself.
Many IIoT examples we read about are high-concept solutions from multinational conglomerates, with matching high costs. This might lead smaller businesses to think it’s not for them. We’re here to bust this myth and show that digital solutions to universal manufacturing challenges are not limited to large companies.
Far from being a single expensive leap, IIoT can be affordable, rolled out in incremental stages, and is easy to implement. Technologies can often be retrofitted to minimise disruption and maximise return – this can be especially impactful where legacy equipment is still going strong with no plans to replace it.
To avoid lengthy, unnecessary shutdowns of critical machinery. Downtime isn’t only expensive, it can also be a health and safety risk in industries where staff may work in hazardous areas or in lone worker scenarios.
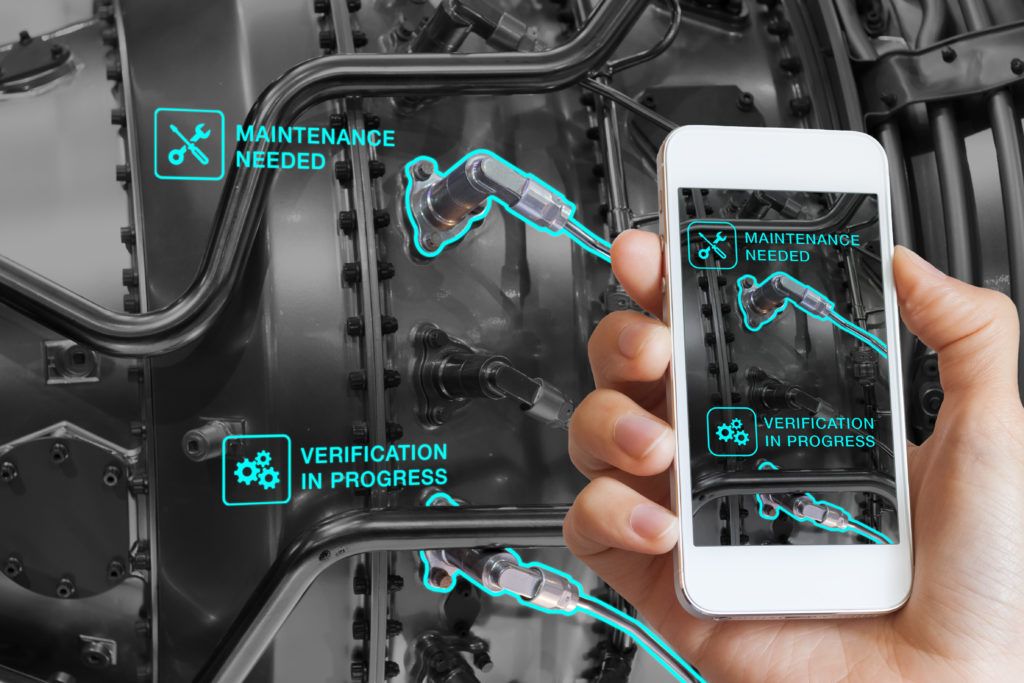
As an example, some of the parameters to measure with retrofitted, networked sensors are temperature and vibration. Looking for patterns in the operational data captured over time can flag instances where equipment deviates from a prescribed path which, when correlated with subsequent failure modes, can led to predictions of failure risk.
With real-time views of conditions across a factory floor, between sites or at customer sites, problems can be identified and managed before failure occurs. Scheduling maintenance before something breaks saves time and money. New business models offering customers just-in-time replacement parts and servicing can create new revenue streams, win loyalty and expand markets.

It is a challenge to maintain an accurate log of key assets. Managing the location and maintenance schedule of physical assets, e.g., important, moveable equipment in hospitals, can be expensive and time consuming.
An IoT system can track assets in real-time, using RFID tags or other technology.
Assets can be identified and located and maintenance scheduled efficiently. This reduces administrative costs and ensures accountability and accuracy. Some industries require asset tracking for regulatory compliance. Combined with real-time condition monitoring, a manufacturer can optimise a maintenance plan across a region or zone when the location of certain mobile assets can be known in advance.